Irgendwie scheinen sich viele Dinge gelegentlich zu wiederholen. So auch hier. Nachdem der neue Schaltschrank aufgebaut ist und die Motoren laufen, steht nun die Konfiguration der 2,2KW-Chinaspindel an. Natürlich kann man die Frässpindel auch manuell starten und die Drehzahl manuell über das Panel des Frequenzumrichters einstellen. Deutlich angenehmer ist es allerdings, dies per Software zu steuern, denn ich kann hier bereits bei der Erstellung des CAM-Programms nicht nur das zu verwendende Werkzeug, sondern auch die Drehzahl bestimmen. Beim Start des Programms startet die Frässpindel automatisch und stoppt, wenn es abgearbeitet ist bzw. ein Werkzeugwechel ansteht.
Zur Erinnerung: ich nutze Pokeys57CNC als Steuereinheit und MACH4 mit einer Hobby-Lizenz als Steuerungssoftware.
Die „Kommunikation“ zwischen der Spindel und Pokeys57CNC erfolgt über einen Frequenzumrichter (FU). Im Grunde wandelt er 220V Wechselstrom zu Drehstrom mit drei Phasen um und sorgt durch gesteuerte Stromimpulse dafür, dass sich der Motor der Spindel dreht. In meiner Maschine nutze ich einen Powtran PI9130. Genau genommen steuert Pokeys57CNC nicht die Spindel, sondern Pokeys steuert den Frequenzumrichter, der wiederum die Spindel aktiviert.
Als Spindel nehme ich einen wassergekühlten RATTM 2.2KW Moto, der mit 220V und 8A Stromstärke und 400Hz angesteuert werden kann. Damit ist eine Drehzahl von 24000U/min möglich.
So ähnlich sich MACH3 und MACH4 an einigen Stellen sind, so unterschiedlich sind sie auch. Natürlich müssen dieselben Parameter in MACH4 gepflegt werden, um im weiteren Verlauf die Spindel ansteuern zu können. Nur sind die einzustellenden Punkte an anderen Stellen im Programm zu finden. Im Folgenden beschreibe ich die notwendigen Schritte, damit man eine herkömmliche Chinaspindel in MACH4 mit dem Ziel konfiguriert, sie anschließend per Software starten und stoppen sowie die Drehzahl bestimmen zu können.
Doch zunächst muss die Spindel mit Pokeys57CNC verbunden werden.
Anschluss der Spindel an Pokeys57CNC
Die Verbindung zwischen Pokeys57CNC und dem Frequenzumrichter erfolgt mit vier Steuerleitungen, wobei jeweils zwei für das An-/Aus-Signal und für die Drehzahl über eine Spannung von 0-10V verantwortlich sind.
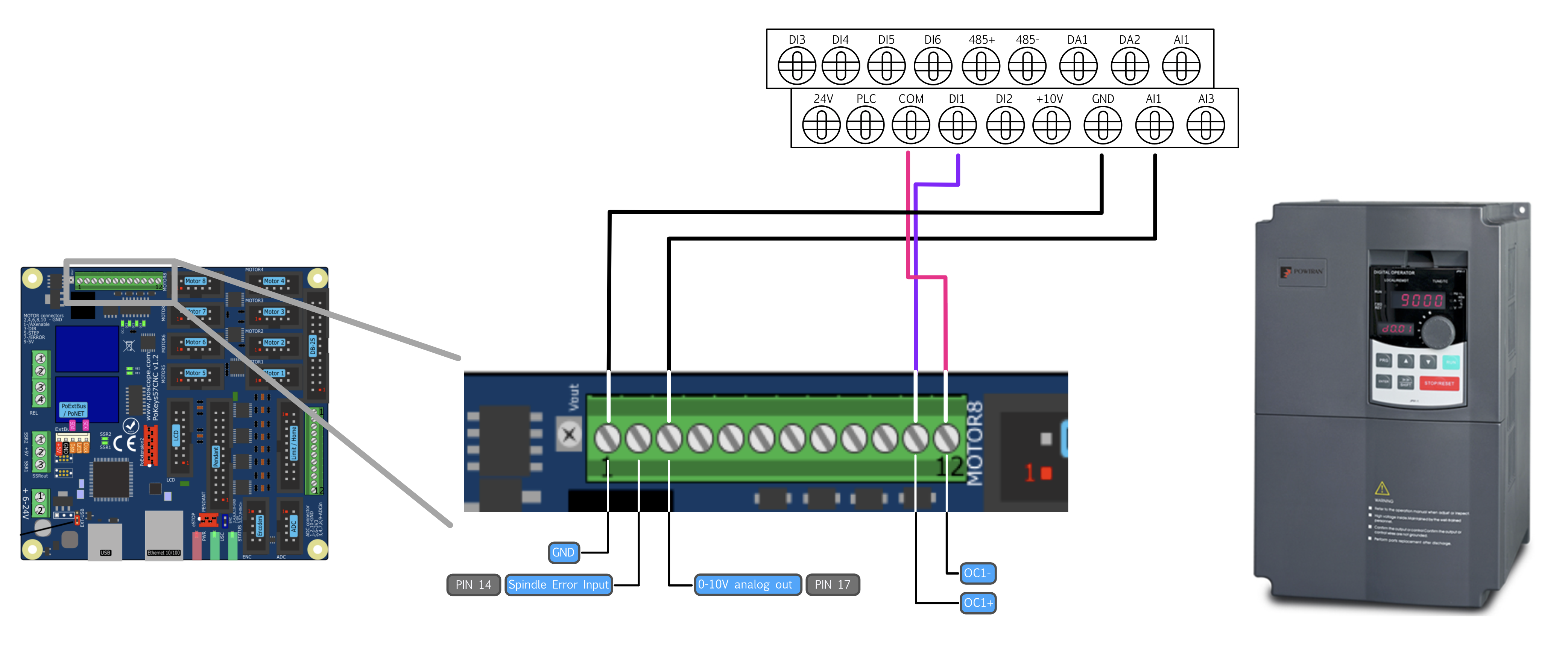
Dieser Anschluss funktioniert bei dem erwähnten FU. Welche Anschlüsse du bei deinem FU nutzen musst, kannst du deiner Anleitung entnehmen.
Die Anschlüsse OC1+ und OC1- senden das An-/Aus-Signal zum Starten und Stoppen deiner Spindel. Die Spannung von 0-10V an Pin 17 wird über GND abgeleitet und bestimmt die Drehzahl deiner Spindel. 0V bedeutet keine Drehung, 10V die maximal mögliche Drehzahl. In welchem Drehzahlbreich sich deine Spindel bewegt, entnimmst du dem entsprechenden Datenblatt.
Um den Zusammenhang herzustellen: Bei der Anwendung stelle ich beispielsweise eine Drehzahl von 12000U/min in MACH4 ein. Pokeys57CNC gibt in diesem Fall eine Spannung von 5V auf PIN17, der FU interpretiert dies und sendet Stromimpulse mit 200Hz an die Spindel. Bei einer eingestellten Drehzahl von 24000 U/min gibt Pokeys 10V an den FU, der dann mit 400Hz die Spindel bestromt.
Konfiguration in MACH4
Kommen wir nun zu den notwendigen Einstellungen in MACH4.Es gibt zwei Ebenen, wo etwas konfiguriert werden muss. Zum einen in den allgemeinen MACH4-Einstellungen, die du über den Menüpunkt Configure->Control erreichst. Zum anderen stellst du ein paar Kleinigkeiten im Plugin von Pokyes57CNC ein, das du bei Configure->Plugins->Pokeys plugin findest.
Beginnen wir bei der allgemeinen MACH4-Einstellung.
Einstellung der maximalen Drehzahl in MACH4
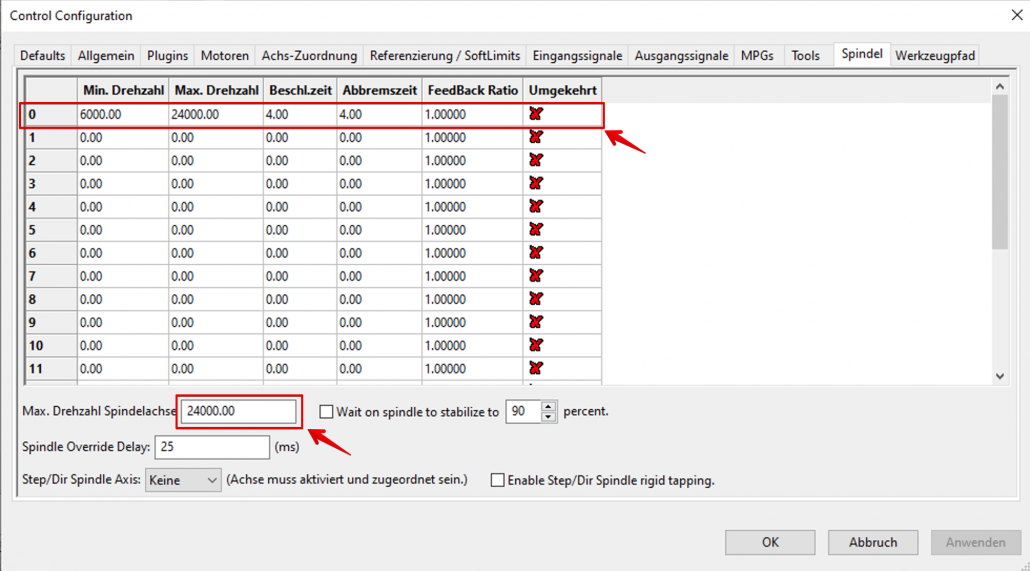
Für den Betrieb der CNC-Maschine ist es wichtig, die Ober- und Untergrenzen des Drehzahlbereichs zu definieren. Dies passiert in dem Reiter Spindel. Es gibt hier die Möglichkeit, mehrere Drehzahlbereiche zu definieren, zB für die Bearbeitung unterschiedlicher Materialien. Für mich reicht ein Drehzahlbereich und so trage ich in Zeile 0 folgende Werte ein:
- Min. Drehzahl: 6000.00
- Max. Drehzahl: 24000
- Beschl.Zeit: 4.00
- Abbremstet: 4.00
- Feedback Ratio: 1.00000
In der Konfiguration meines FU habe ich die beschriebene Beschleunigungs- und Abbremszeit von 4 Sekunden definiert, die ich in diesen Einstellungen übernommen habe.
In dem Feld Max. Drehzahl Spindelachse habe ich die maximal mögliche Drehzahl anhand des Datenblattes übernommen. In meinem Fall ist es ein Wert von 24000.00
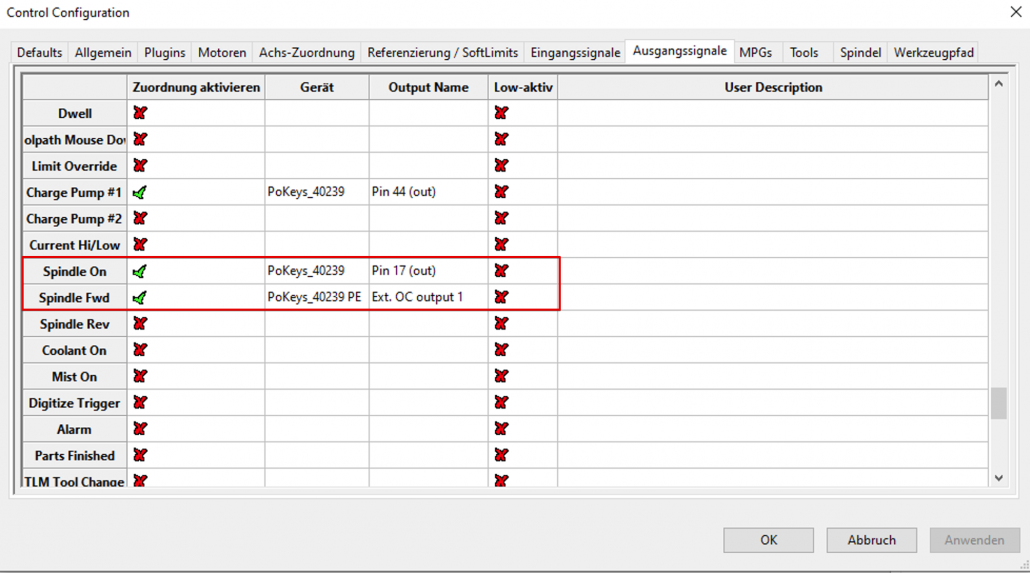
Da wir die Spindel an bestimmte Pins von Pokeys57CNC angeschlossen haben, müssen wir nun der Software mitteilen, welche das denn sind. Dazu wechseln wir in den Tab Ausgangssignale. Hier teilen wir Pokeys mit, dass wir Pin17 als Signal für die Drehzahl nehmen und OC1 als An-/Ausschalter.
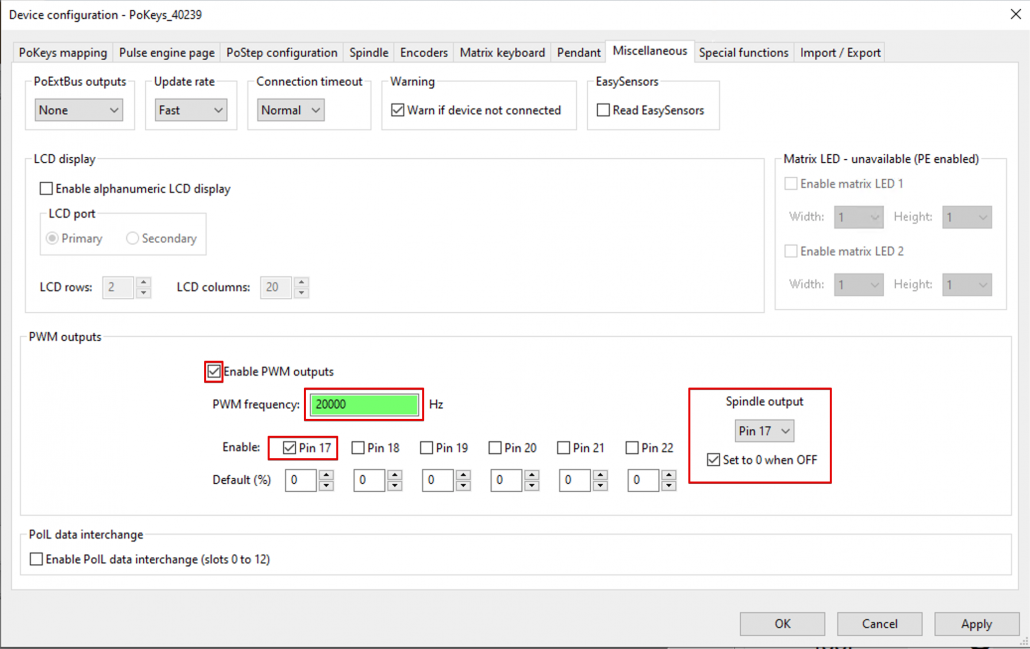
Als letztes muss noch im Pokeys57CNC Plugin eine Einstellung angepasst werden. Hierzu rufst du den Menüpunkt Configure->Plugins->Pokeys plugin auf. Im Reiter Miscellaneous passt du folgende Einstellungen an:
- Enable PWM Output anhaken
- PWM frequency: 20000 Hz
- Enable Pin17 anhaken
- Spindle Output Pin17
- Set to 0 when OFF an
Das sollte es gewesen sein. Vor der Überprüfung des Setups startest du MACH4 neu und dann schreiten wir zum Test.
Überprüfung der Konfiguration
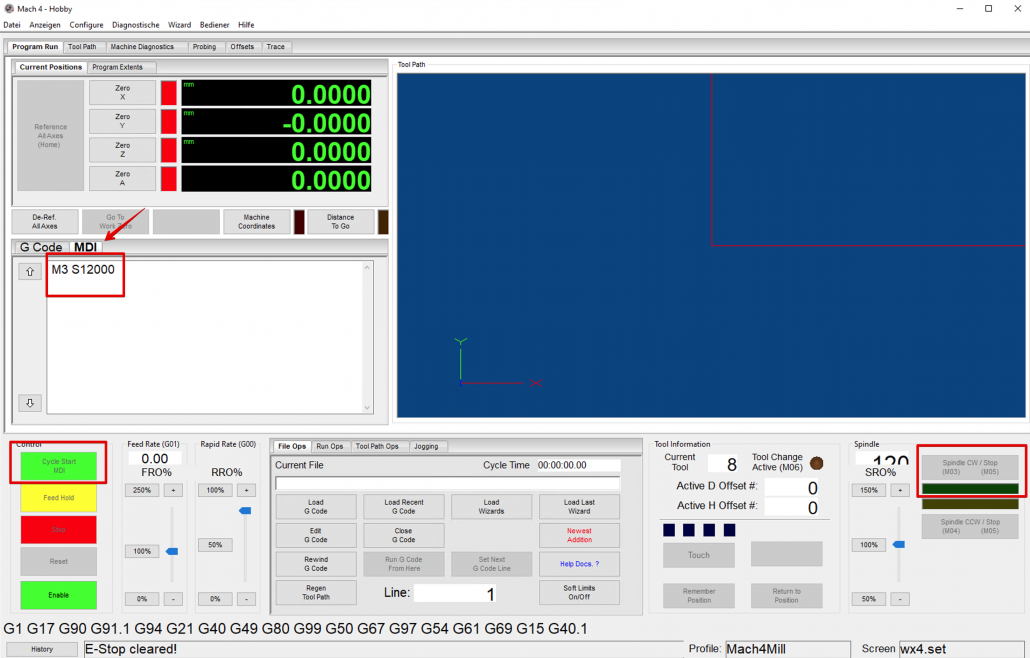
Alle Einstellungen sind getroffen, MACH4 ist neu gestartet. Um zu überprüfen, ob die Spindel anläuft, wechselst du in den Tab Program Run.Das ist auch der Startschirm von MACH4. In der Mitte des Fensters befindet sich links der Reiter MDI (Manual Data Input). Mit dem Befehl M3 S12000, gefolgt von einem Return gibst du die Anweisung, die Spindel mit einer Drehzahl im Uhrzeigersinn zu starten. Um das Kommando auszuführen, klickst du auf den Button Cycle Start MDI. Die Spindel sollte sich nun mit der genannten Drehzahl drehen. Mit einem Klick auf Spindle CW / Stop bleibt die Spindel stehen.