
ACHTUNG! 220V! Lebensgefahr!
Du arbeitest mit einer hohen Spannung, die potenziell tödlich sein kann. Bitte lasse die Installation einen Fachmann ausführen, falls du nicht über die nötigen Qualifikationen verfügst!
Der beschriebene Weg hat für mein Setup funktioniert. Das bedeutet nicht zwangsweise, dass du mit deinem Setup über den identischen Weg zum Ziel kommst.
Ich übernehme keine Gewähr und schließe eine Haftung für Schäden und Verletzungen jeder Art aus!

Der Anschluss einer Chinaspindel und Frequenzumwandler (FU) an ein Steuergerät ist nicht trivial, vor allem, wenn man versucht, aus der Anleitung des FU schlau zu werden. Eines steht fest: meine mitgelieferte Anleitung spricht den ambitionierten Profi an. Zunächst möchte ich aber ein paar Worte zur Spindel verlieren.
Die Spindel
Ich hatte mir ein aus China importiertes Set Frequenzumwander (FU) mit wassergekühlter 2,2KW Spindel in UK bestellt. Meinen ersten Eindruck kannst du in dem Artikel „2.2 kW Spindel mit Frequenzumrichter“ lesen. Die Spindel bringt amtliche 5kg Gewicht auf die Waage und verspricht mit ihrer Wasserkühlung einen recht leisen Lauf.
Sie wird mit vier ER20 Spannzangenfutter geliefert, damit zumindest die ersten Fräsversuche durchgeführt werden können. Es bleibt also nicht aus, sich früher oder später ein Komplett-Set an weiteren Spannzangen zu kaufen. Ich habe zunächst ein günstiges Set bei eBay erworben und werde von meinen Erfahrungen berichten, wenn sie aus China bei mir angekommen sind.
Auf der Spindel klebt ein übergroßes CE-Zeichen. Das kann man getrost vom Gehäuse abknibbeln, denn wie im Netz bereits mehrfach zu lesen ist, ist das CE-Zeichen nichts wert. Die Spindel weist in ihrem Auslieferungszustand keine Erdung auf.


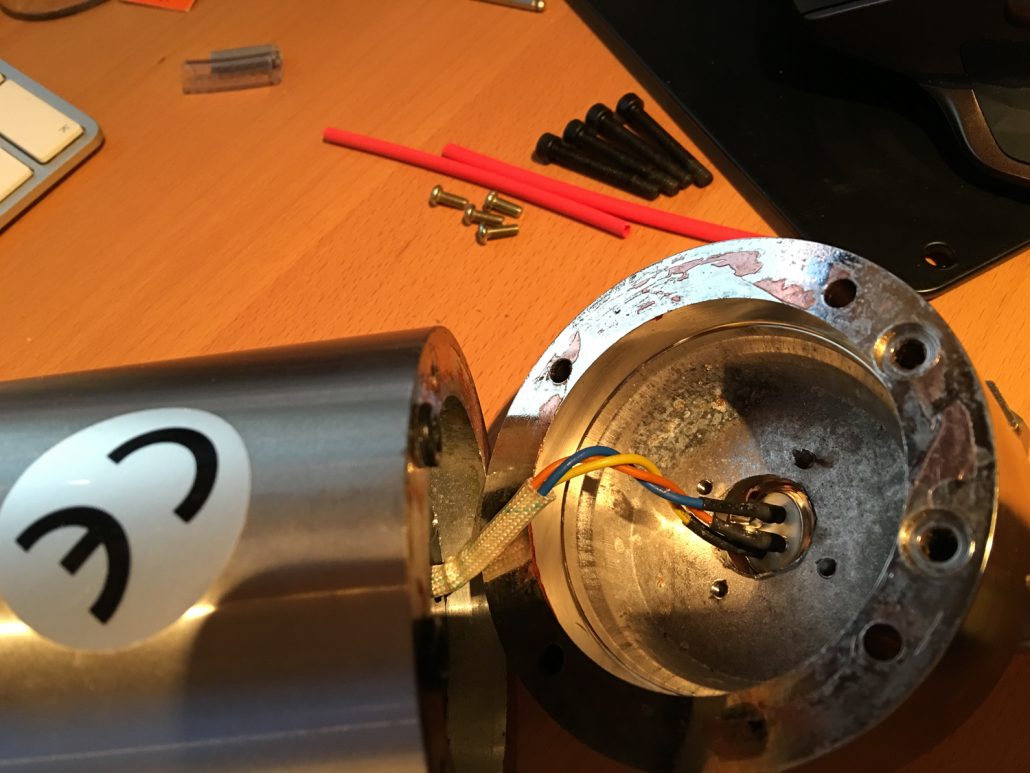
Diese habe ich selber eingezogen, indem ich den Deckel der Spindel abgeschraubt und ein Endungskabel an einer der Motorschrauben befestigt habe. Der Stecker bietet noch die Möglichkeit, dieses Endungskabel per Steuerleitung in Richtung Erdung der FU zu geben.
Der Frequenzumwandler
Meine Version des FU weist etwa 180 Einstellmöglichkeiten auf. Diese sind als Parameter einzustellen. Jeder Parameter kann unterschiedliche Status annehmen. Glücklicherweise reichen eine Hand voll Parameter für die Konfiguration der Frässpindel aus. Im Wesentlichen habe ich mich bei der Einrichtung des FUs und dem Setup der Parameter an die Anleitung von estlcam gehalten.
Für das vorgestellte Setup gilt, dass dies bei meiner FU funktioniert hat. Je nach Modell und Firmware kann es zu Unterschieden im Setup kommen. Ich habe alle Parameter mit Ausnahme der unten aufgeführten auf Werkseinstellungen belassen.
| Register | Wert | Beschreibung |
| PD001 | 1 | Steuerung der Spindel über einen externen Taktgeber. Um die Funktionsfähigkeit er Spindel zu testen, empfehle ich den Wert zunächst auf "0" stehen zu lassen und die Spindel testweise per Tasten an der FU in Betrieb nehmen. |
| PD004 | 400 | Die (maximale) Basisfrequenz der Spindel beträgt 400Hz. |
| PD005 | 400 | Über die Frequenz wird die Umdrehungszahl der Spindel gesteuert. 400Hz bedeutet 24000 U/min. |
| PD003 | 400 | Die Hauptfrequenz der Spindel. Der Parameter kann erst nach dem PD004 und PD005 gesetzt werden. |
| PD011 | 100 | Hier wird das untere Frequenzlimit festgelegt. 100Hz entsprechen 6000 U/min der Spindel. |
| PD014 | 2 | Startzeit der Spindel bis zum Erreichen der in der FU/in Mach3 eingestellten Drehzahl |
| PD015 | 2 | Abbremszeit der Spindel. Die Drehzahl wird kontrolliert heruntergefahren. |
| PD072 | 400 | Maximalfrequenz (nur der Hersteller weiß, wieso man diesen Wert redundant einstellen muss) |
| PD073 | 100 | Minimalfrequenz (auch hier weiß nur der Hersteller, wieso man diesen Wert redundant einstellen muss) |
| PD123 | 3 | Überstromabschaltung ein als Schutz für die Spindel und den FU. |
| PD124 | 100 | kurzzeitiger Überstrom in % |
| PD125 | 0,5 | ei Überstrom wird hier die Zeit bis zum Abschalten der FU angegeben, in meinem Fall 0,5 Sekunden |
| PD142 | 10 | Angabe des Nennstroms. bei der Spindel mit 2200 Watt ergibt sich der Wert aus: 2200 Watt /220 Volt = 10A |
| PD144 | 3000 | normierte Drehzahl bei 50Hz. Hier sollte 3000 stehen |
Es lassen sich in der FU noch viele weitere Einstellungen vornehmen. So ist es beispielsweise möglich, verschiedene Beschleunigungsrampen zu programmieren und bei Bedarf abzurufen. Aus meiner derzeitigen Sicht ist dies für meine CNC-Maschine nicht notwendig, da ich die Spindel über Mach3 und teilweise dem G-Code steuern möchte. Vielleicht ergibt sich nach einigen Betriebsstunden Szenarien, die diese Features nutzbar zu machen.
Strom an
Bevor ich den Weg beschreibe, wie ich die FU und die Spindel mit Strom versehen habe, möchte ich explizit auf den Hinweis aufmerksam machen, der zu Beginn dieses Artikels zu finden ist.
Zunächst: in den meisten Fällen sind die China-Frequenzumwandler nicht für 380V ausgelegt – auch wenn es in der Anleitung steht. Mein Terminal für die Stromanschlüsse sieht folgendermaßen aus.
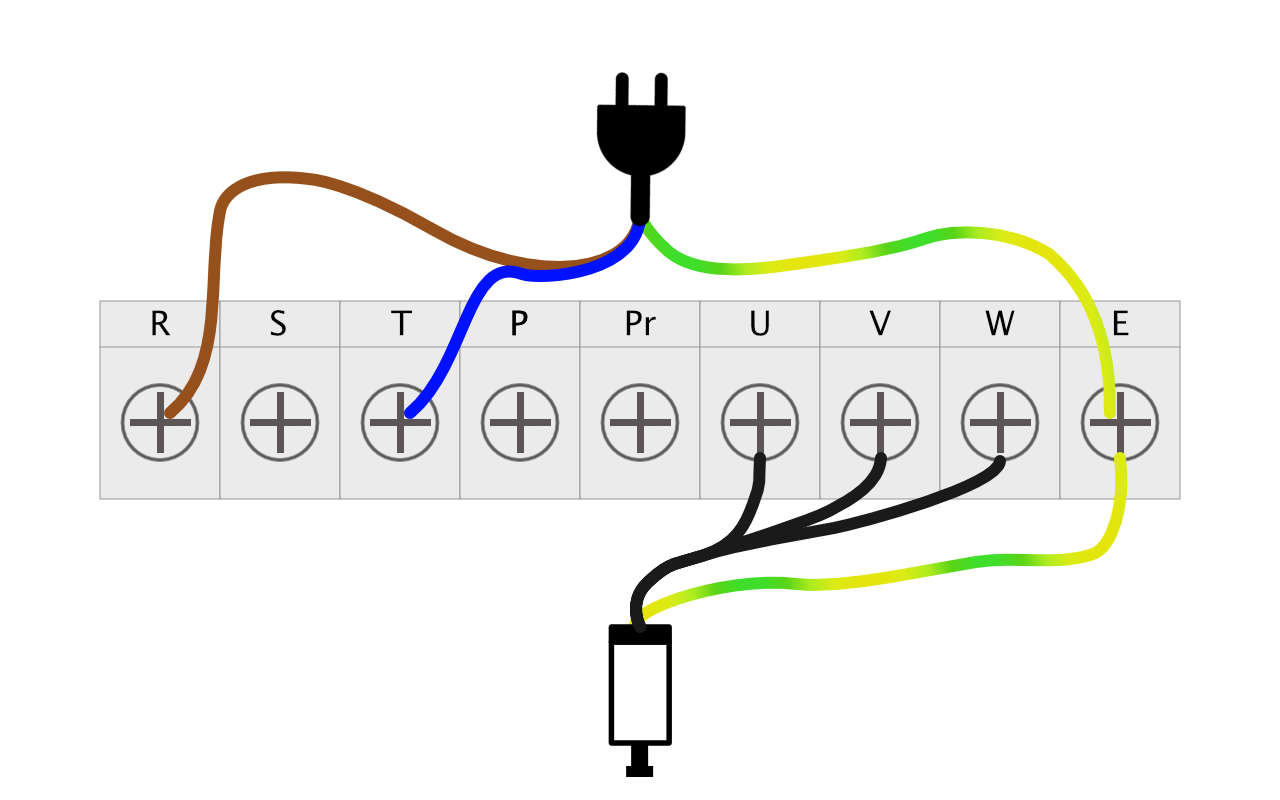
Wie du die Leitungen der Spindel an U, V und W anschließt, ist zunächst egal. Sollte sich ergeben, dass sich die Spindel verkehrt herum dreht, tauscht du die Anschlussfolge aus. Zum Test habe ich den Parameter PD001 auf „0“ gestellt und ist somit die Bedienung per Tasten des FU aktiviert. Beim Druck auf „Start“ startete die Spindel, beim Druck auf „Stop“ stoppte sie 🙂 Works as designed.
Anschluss an das Triple Beast
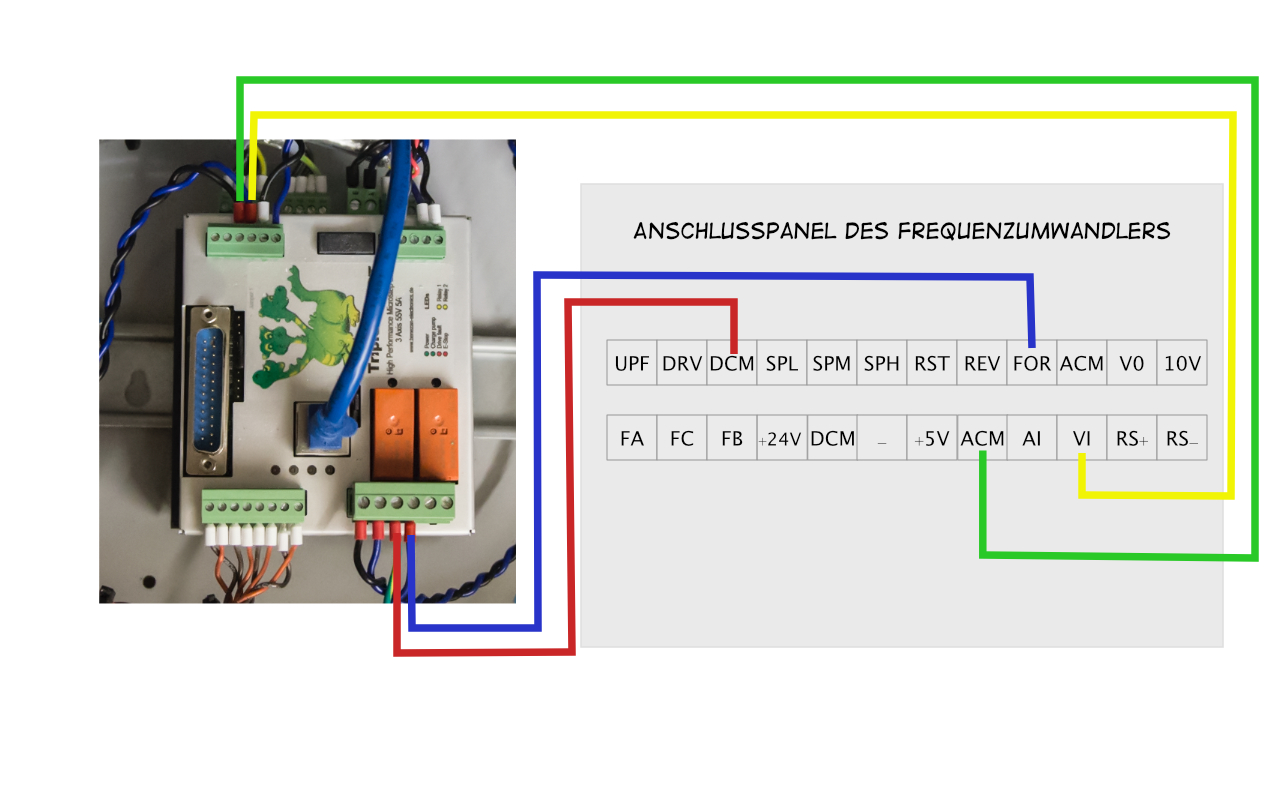
Nachdem der manuelle Spindeltest erfolgreich abgeschlossen war, kommt der nächste Schritt: die Steuerung der Spindel über Mach3 durch das Triple Beast. Dazu sind vier Steuerleitungen nötig: zwei für das Relais zum Start/Stop der Spindel und zwei für das Steuer-Signal von 0-10V, die die Umdrehungsgeschwindigkeit von 6000 bis 24000 Umdrehungen regelt.
Folgendes Schaltbild habe ich realisiert.

[/av_textblock]
Konfiguration in Mach3
Damit die Spindel nun von Mach3 und mit dem G-Code gestartet werden kann, müssen nun einige Anpassungen passieren. Folgende Einstellungen habe ich vorgenommen:
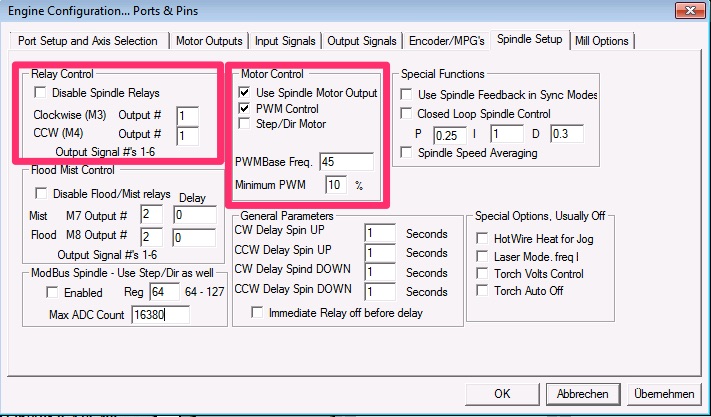
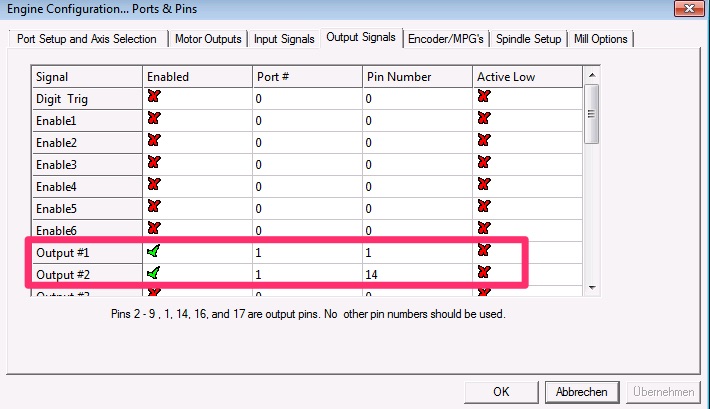
In dem Reiter Motor Output gibst du den Pin deines Breakout Boards an (in meinem Fall Triple-Beast), auf dem das PWM-Signal ausgegeben wird.

Der Output-Pin ist im Fall vom Triple Beast Pin 1. Das kann bei anderen Breakout-Boards unterschiedlich sein.
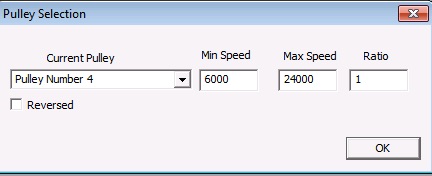
Als letztes legst du unter „Config->Spindle Pulleys“ die minimale und maximale Drehzahl deiner Spindel fest. Dies muss den Parametern entsprechen, die du in deiner FU konfiguriert hast.
Nachdem alles geschraubt, angeschlossen, konfiguriert und PD001 wieder zurück auf „1“ gesetzt ist, kommt der große Moment. Der Start der Spindel und die Drehzahlregelung über Mach3. In meinem Fall über SchmidtScreen.
